电解水用阴离子交换膜(AEM)技术优势、核心挑
电解水用阴离子交换膜(AEM)技术优势、核心挑战
在氢能产业快速发展的背景下,电解水制氢技术作为绿氢生产的核心路径,正迎来多元化升级。阴离子交换膜(AEM)电解水制氢技术,凭借对ALK制氢与PEM制氢技术的优势融合,成为行业关注的焦点。然而,AEM的性能稳定性与规模化应用仍面临多重挑战,其成熟化进程直接影响绿氢产业的成本控制与效率提升。
一、AEM制氢技术:融合两大路线的创新方案
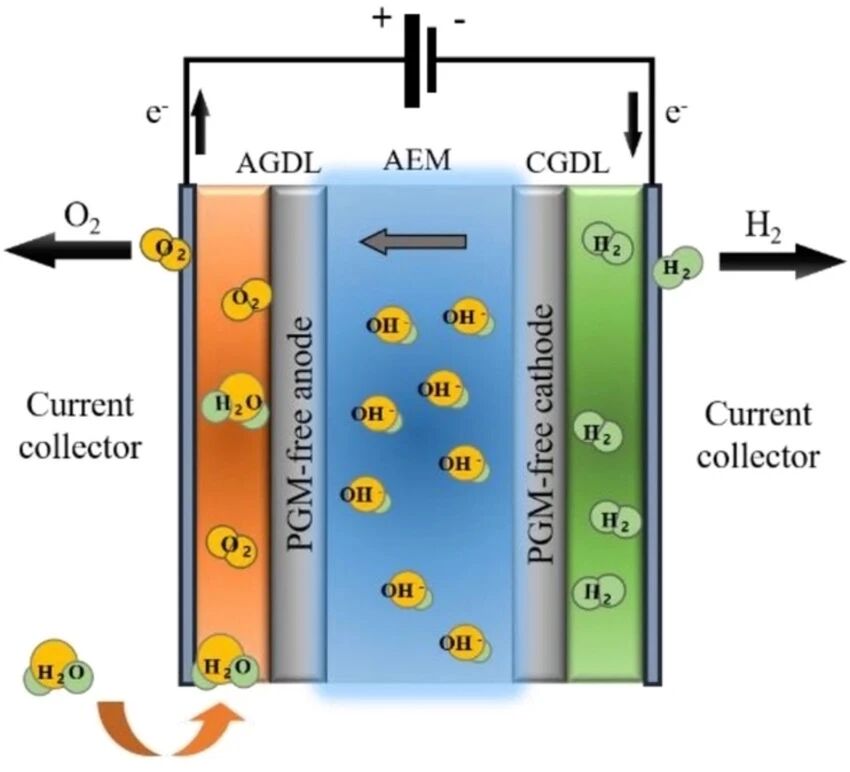
AEM(Anion Exchange Membrane)电解水制氢技术,以阴离子交换膜为核心电解质,通过电解纯水或低浓度碱性溶液产生氢气,系统主要由AEM隔膜、过渡金属催化电极、气体扩散层(GDL)、集流器和极框等部件构成。其工作原理清晰明确:在1.8-2.5V外加电压驱动下,阴极发生析氢反应(HER)生成氢气,阳极发生析氧反应(OER)生成氧气,AEM隔膜既实现氢氧气体的有效隔离,又允许氢氧根离子(OH⁻)从阴极向阳极迁移,平衡电极反应的电荷与反应物需求,而电解液循环则为阳极反应提供原料并带走氧泡。
相较于传统制氢技术,AEM制氢的核心优势在于“兼容与高效并存”:
- 环境适配性强:碱性工作环境可适配非贵金属催化剂,降低对铂、铱等稀有金属的依赖,同时极板等零部件可采用成本更低的镀镍不锈钢,显著压缩设备制造成本;
- 性能表现优异:借鉴PEM膜电极的结构设计,具备快速响应能力与高电流密度特性,在高压制氢场景下能精准隔离气体,保障系统运行安全;
- 操作条件温和:可使用纯水或低浓度碱液作为电解质,避免高浓度碱液带来的设备腐蚀与环保处理压力,简化系统运维流程。
二、AEM的核心性能要求:三大关键指标的平衡艺术
阴离子交换膜作为AEM电解槽的“心脏”,其性能直接决定制氢效率与设备寿命,需同时满足四大核心要求,而指标间的相互制约成为技术突破的关键:
- 离子传导效率:需具备高阴离子传导性与低电子传导性,确保氢氧根离子快速迁移,保障电极反应速率。离子交换容量(IEC)是核心评价指标,但IEC过高会导致膜材料吸水膨胀加剧,反而影响结构稳定性,因此需在“高传导性”与“低膨胀率”之间找到平衡点;
- 化学与机械稳定性:电解槽局部区域的高碱性环境,易导致聚合物主链断裂与离子交换基团降解,要求AEM具备优异的耐碱稳定性;同时,设备运行中的压力与温度变化,需要膜材料具备足够的机械强度,避免破损漏液,通常要求在23±2℃、50±5%RH条件下,拉伸强度不低于30MPa;
- 气体隔离能力:必须具备极低的气体渗透性,严格隔离阴极产生的氢气与阳极产生的氧气,防止气体混合引发安全风险;
- 结构适配性:需配合电极设计构建高效三相边界,简化气体流场,同时满足电解槽对膜厚度、幅宽等尺寸参数的规模化应用需求。
为实现上述目标,行业通过聚合物结构创新持续优化AEM性能:接枝结构、梳状结构与嵌段结构的研发,促进了膜内微相分离与离子通道构建,实现低IEC下的高电导率;扭曲单元与支链结构的引入,增加了聚合物自由体积,既提升离子传输效率,又有效抑制膜的溶胀。
三、技术瓶颈:制约AEM成熟化的核心挑战
尽管AEM制氢技术优势显著,但当前其规模化应用仍面临三大核心瓶颈,尚未完全突破:
- 性能平衡难题:化学稳定性、机械完整性与离子电导率构成AEM的“质量三角形”,三者相互制约。例如,提升离子电导率往往需要提高IEC,却可能导致膜溶胀加剧、机械强度下降;增强化学稳定性的聚合物结构设计,又可能牺牲部分传导效率,如何实现三者的最优平衡,是行业普遍面临的技术痛点;
- 材料降解风险:碱性环境下,传统聚芳醚聚合物的芳醚键易断裂,离子交换基团也可能发生降解,导致膜性能衰减。虽有全碳主链聚合物、哌啶等环状胺阳离子基团等新型材料的研发应用,但部分高性能材料依赖超强酸催化合成,不仅推高生产成本,还会带来后续酸液处理的环保压力;
- 规模化与一致性:实验室阶段的AEM性能已逐步达标,但规模化生产过程中,膜的厚度均匀性、幅宽拓展、批次稳定性等指标仍需提升。例如,宽幅膜(如800mm以上)的生产工艺控制、长期运行中的性能衰减速率控制,都是实现产业化应用的关键障碍。
四、产业进展:企业与科研机构的协同突破
面对技术挑战,国内外企业与科研机构正加速攻关,涌现出一批具备竞争力的产品与技术方案,推动AEM向成熟化迈进:
(一)国内企业研发成果
- 亿纬氢能:自主研发Alkymer®阴离子交换膜,采用芳环聚合物骨架与哌啶阳离子传导体系,推出W-25(25±2微米均质膜)与W-75(75±5微米电解水专用膜)两款产品。该膜在80℃、1M NaOH溶液中浸泡5000小时后,主链无降解、阳离子基团降解率低于5%,氯型膜拉伸强度≥30MPa,兼具稳定性与机械强度;
- 清能股份:推出全饱和碳氢键树脂基AEM,厚度仅50μm,幅宽可达800mm,抗张强度超65MPa(为同类产品的1.5-2倍),成本较传统PPS膜显著降低,预计运行寿命超6万小时,制氢效率高达95%;
- 汉丞科技:采用全氟主链结构(借鉴氯碱膜耐碱设计),通过优化IEC与吸水量的平衡,提升离子传输能力,产品常规幅宽为310mm、620mm,可配合非贵金属催化剂实现高电流密度运行;
- 嘉膜科技:历经4年攻关,开发聚芳基氟酮高分子膜材料及KMem系列AEM,组装的膜电极在1.8V电压下电流密度可达2A/cm²,持续运行1万小时性能衰减仅10%,展现出良好的长期稳定性。
(二)科研与国际合作动态
- 西湖大学孙立成院士团队提出支化型聚芳基奎宁(PAQ-x)阴离子交换膜,实现极佳的非原位与原位器件稳定性;湖北大学黎明教授课题组与企业合作,利用奎宁环酮与芳烃聚合反应,开创聚芳烃奎宁基AEM新路径;
- 国际层面,赢创(Evonik)与Enapter等企业牵头开展CHANNEL研究项目,以赢创DURAION®AEM为核心,研发2KW低成本高效电解水设备,目标将设备成本控制在600欧元/KW(约4400元/KW)以下。DURAION®膜凭借高离子电导率、优异的耐碱稳定性与机械完整性,成为国际主流AEM产品代表。
五、何时能实现规模化应用?
综合当前技术进展与产业需求,AEM的成熟化进程将呈现“阶梯式推进”特征,预计分三个阶段实现规模化应用:
- 短期(3-5年):在中小型制氢场景(如分布式绿氢项目)实现示范应用。此阶段将解决规模化生产中的一致性问题,膜的运行寿命提升至1万-3万小时,成本降至PEM膜的50%以下,非贵金属催化剂体系进一步成熟;
- 中期(5-8年):进入规模化推广阶段。AEM性能实现关键突破,运行寿命超5万小时,离子电导率、稳定性与机械强度达到最优平衡,设备成本降至3000元/KW以下,在新能源制氢项目中形成与PEM、ALK制氢的差异化竞争;
- 长期(8-10年):成为绿氢生产的主流技术之一。随着材料科学的进步与产业链的完善,AEM制氢将在成本、效率、环保性上全面占据优势,广泛应用于大规模绿氢基地、工业副产氢提纯等场景。
阴离子交换膜(AEM)电解水制氢技术,凭借其对传统制氢路线的优势融合,成为氢能产业降本增效的关键方向。当前,AEM的研发已突破实验室阶段,进入“性能优化-规模化试产-示范应用”的关键过渡期,核心瓶颈正通过材料创新与工艺升级逐步破解。虽然全面成熟仍需5-8年的技术积累与产业链协同,但随着企业与科研机构的持续投入,AEM有望在未来十年内重塑绿氢生产格局,为全球能源转型提供高效、低成本的氢能解决方案。
同类文章排行
- GB/T6682-2008 《分析实验室用
- 2023年最新工业锅炉水质标
- 纯化水系统中硝酸盐经常
- 实验室常用去离子水、蒸
- 中国药典2020纯化水电导率
- 超纯水机压力水箱氮封原
- 蒸馏水制取超纯水方法
- 医疗系统消毒供应室纯水
- 临床实验室试剂用纯化水
- 反渗透纯水机安装图