电解水制氢技术四大核心技术路线
电解水制氢技术四大核心技术路线
能作为清洁、高效的二次能源,正成为能源转型的关键方向。电解水制氢因能与可再生能源深度耦合,实现“绿氢”规模化生产,已成为氢能产业的核心支撑技术。
一、电解水制氢的基本原理
电解水(Water Electrolysis)是通过施加电能破坏水分子化学键,将水(H₂O)分解为氢气(H₂)和氧气(O₂)的电化学过程,其核心反应遵循热力学规律与电化学原理。
(一)核心化学反应
电解过程中,阳极与阴极分别发生氧化还原反应,总反应式及电极反应如下:
- 阳极反应:H₂O→2H⁺+½O₂+2e⁻(可逆电位Urev=1.229V)
- 阴极反应:2H⁺+2e⁻→H₂(可逆电位Urev=0.00V)
- 总反应:H₂O→H₂+½O₂(可逆电位Urev=1.229V)
(二)热力学基础
电解水是吸热过程,需输入能量以破坏水分子键,总能量需求以焓变(ΔH)表示,其能量构成满足热力学方程:ΔH=ΔG+TΔS,其中ΔG为吉布斯自由能(需由电能提供),TΔS为反应所需热量(可来自环境或系统余热)。
关键电压参数定义:
可逆电池电压(Urev):电解所需最低电压,标准条件下(298.15K、101.325kPa)为1.229V,由ΔG=z.F.Urev推导(z=2为电荷转移数,F=96485 C mol -1为法拉第常数)。
- 热中性电压(Utn):恒温无环境热交换时分解水的最小电位,标准条件下为1.481V,对应ΔH=z.F.Utn。
实际电解中,操作电压需高于Utn,因存在三类过电压损失:欧姆电阻过电压(Uohm)、电极动力学过电压(Uact)、物质传输过电压(Ucon),总电压满足:U=Urev+Uohm+Uact+Ucon。
二、电解水系统核心组件
电解水系统的性能与耐久性依赖四大核心组件的协同作用,各组件功能与设计要点如下:
(一)电极
作为电化学反应的发生场所,需具备高导电性、良好催化活性及耐腐蚀性。阳极主要催化析氧反应(OER),阴极催化析氢反应(HER),材料选择需适配电解液环境(如碱性体系常用镍/钴氧化物,酸性体系常用铂、铱等贵金属)。
(二)离子交换膜(隔膜)
核心功能是分隔氢气与氧气,同时传导离子(H⁺、OH⁻或O²⁻),需满足高离子电导率、低气体渗透率及长期稳定性。不同技术路线采用的膜类型差异显著:碱性体系用多孔隔膜(如石棉、聚合物),PEMWE用质子交换膜(如NAFION膜),AEMWE用阴离子交换膜,SOWE用固体氧化物电解质。
(三)催化剂层
降低电极反应活化能,提升反应速率,是决定电解效率的关键。催化剂需具备高活性、高选择性及稳定性,成本与性能的平衡是技术落地的核心挑战(如PEMWE依赖贵金属催化剂,AEMWE致力于开发非贵金属体系)。
(四)多孔传输层(PTL)
为催化层提供物理支撑,同时实现反应物(水)的供给与产物(H₂、O₂)的快速脱离。需设计网状、毡状或泡沫状多孔结构,经表面改性后减少气体滞留,降低传输阻力,保障电解过程连续稳定。
(五)电解槽堆叠
由单电池(电极、膜、PTL、垫片)堆叠而成,流场采用双向设计防止短路,配备绝缘垫片避免电极接触,通过合理的结构设计实现规模化制氢。
三、四大电解水技术路线详解
根据工作温度与电解液类型,电解水技术分为低温(室温-100℃)与高温(400℃-1000℃)两大类,其中低温技术包含AWE、PEMWE、AEMWE,高温技术为SOWE,各路线特性如下:
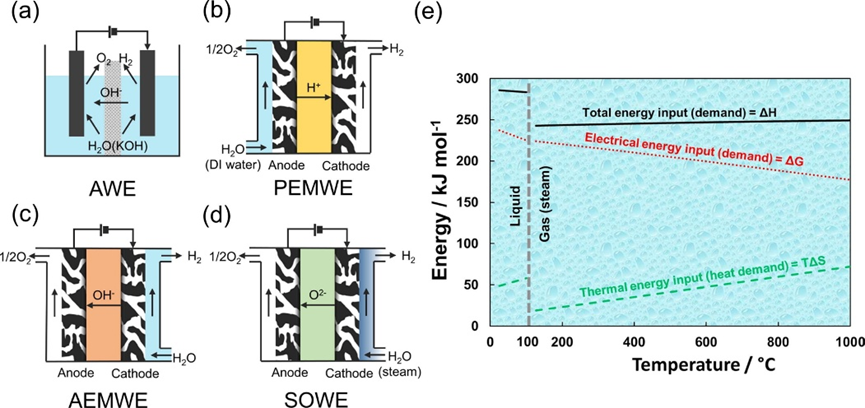
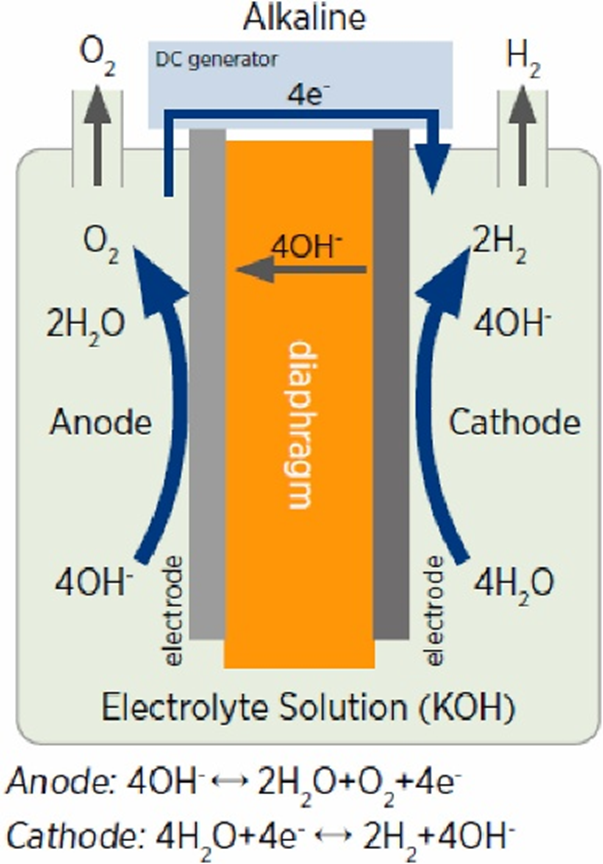
(一)碱性电解水(AWE):成熟可靠的规模化选择
AWE是应用最广泛的传统技术,以30%-40%氢氧化钾(KOH)溶液为电解液,采用多孔隔膜分隔两极。
- 工作机制:阴极生成H₂与OH⁻,OH⁻通过隔膜迁移至阳极,氧化生成O₂与H₂O,操作温度65-100℃,工作电压1.8-2.4V,转换效率60%-80%。
- 核心优势:技术成熟度高、设备成本低、可规模化应用(已实现千兆瓦级项目),无需贵金属催化剂。
- 主要挑战:电解液易受杂质污染,电极腐蚀问题突出,电解效率相对较低,气体纯度需后续提纯。
- 应用场景:大规模工业制氢、结合火电/水电等传统能源的制氢项目。
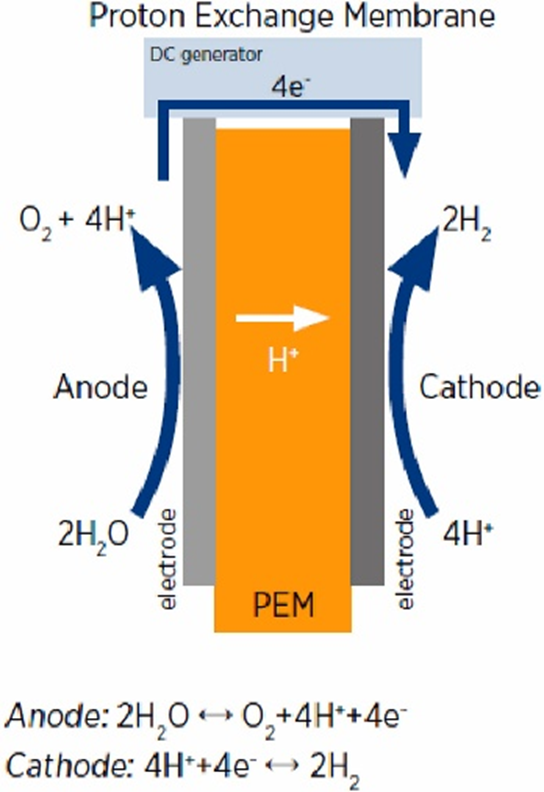
(二)质子交换膜电解水(PEMWE):高效清洁的高端方案
PEMWE以质子交换膜为固态电解质,传导H⁺,阳极用IrO₂催化剂,阴极用Pt催化剂,操作温度70-90℃。
- 工作机制:水分子在阳极分解为H⁺、O₂与电子,H⁺透过质子交换膜迁移至阴极,与电子结合生成H₂,阴极可承受高压(最高70MPa)。
- 核心优势:能量效率高(转换效率70%-85%)、氢气纯度高(≥99.9%)、响应速度快(适配可再生能源波动)、无碱液污染。
- 主要挑战:成本高昂(贵金属催化剂与质子交换膜价格高)、大规模扩展难度大(目前主流为百千瓦级,兆瓦级项目尚在示范)。
- 应用场景:分布式制氢、新能源配套制氢(风电、光伏)、车载氢能供应等高端场景。
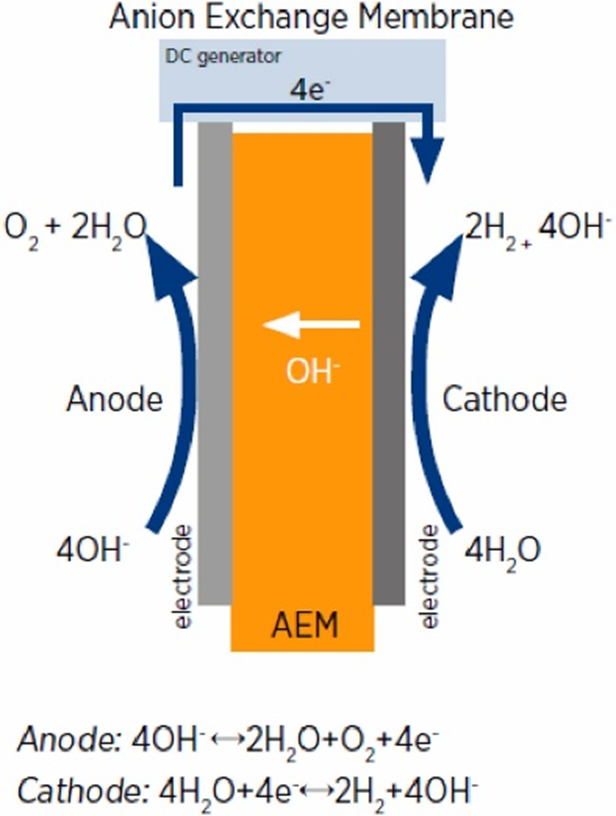
(三)阴离子交换膜电解水(AEMWE):兼具优势的新兴技术
AEMWE是近年发展的新型技术,以阴离子交换膜为电解质,传导OH⁻,融合AWE与PEMWE的技术特点。
- 工作机制:阴极生成H₂与OH⁻,OH⁻通过阴离子交换膜迁移至阳极发生氧化反应,可采用非贵金属催化剂(如镍基、铁基材料)。
- 核心优势:成本低于PEMWE(无贵金属依赖)、安全性高(适配高压运行)、响应速度快(兼容可再生能源)。
- 主要挑战:阴离子交换膜性能不足(氧化稳定性差、电导率低)、组件装配难度大(膜溶胀问题)、长期耐久性有待验证。
- 应用场景:分布式制氢、新能源制氢配套,目前处于中试与示范阶段。
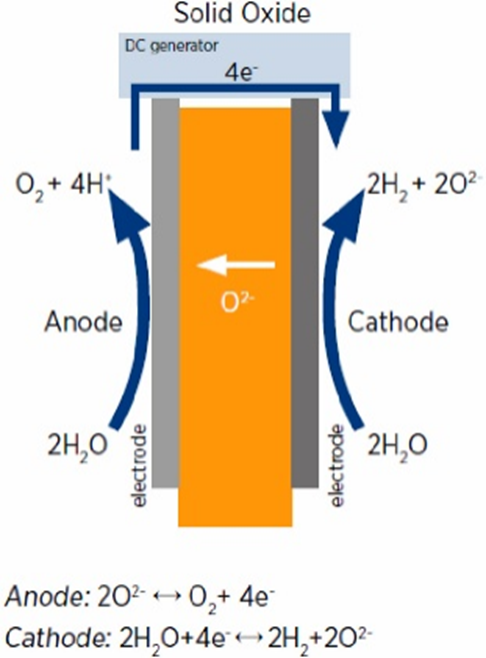
(四)固体氧化物电解水(SOWE):高温高效的未来方向
SOWE以固体氧化物为电解质(传导O²⁻),工作温度高达900-1000℃,电极采用镍基材料,可利用高温余热降低能耗。
- 工作机制:水蒸气在阴极与电子结合生成H₂与O²⁻,O²⁻通过固体氧化物电解质迁移至阳极,氧化生成O₂,高温下反应动力学显著提升。
- 核心优势:能量效率极高(转换效率80%-90%)、可利用工业废热/核能等低品位热能、无需贵金属催化剂。
- 主要挑战:技术成熟度低(目前仅实现千瓦级示范)、运行条件苛刻(高温导致电解质劣化、组件热膨胀匹配难度大)、寿命较短(通常<10000小时)。
- 应用场景:未来大规模清洁能源制氢、工业余热回收制氢、核能-氢能耦合项目。
四、技术对比与发展趋势
四大技术路线各有侧重,形成互补格局:AWE凭借成熟度占据规模化市场,PEMWE以高效清洁领跑高端场景,AEMWE依托成本优势成为潜力股,SOWE凭借高温高效瞄准未来技术制高点。
未来发展方向聚焦三大核心:
- 降本增效:开发非贵金属催化剂、低成本膜材料,优化组件结构以降低过电压损失。
- 提升耐久性:解决电极腐蚀、膜降解等问题,延长设备使用寿命(目标>80000小时)。
- 规模化适配:推进PEMWE、AEMWE的兆瓦级扩展,完善SOWE的中高温运行稳定性,实现与可再生能源的深度耦合。
电解水制氢技术正处于多路线并行发展、技术迭代加速的关键期,随着材料科学与工程技术的突破,绿氢成本将持续下降,为全球能源转型提供坚实支撑。
同类文章排行
- GB/T6682-2008 《分析实验室用
- 2023年最新工业锅炉水质标
- 纯化水系统中硝酸盐经常
- 实验室常用去离子水、蒸
- 中国药典2020纯化水电导率
- 超纯水机压力水箱氮封原
- 蒸馏水制取超纯水方法
- 医疗系统消毒供应室纯水
- 临床实验室试剂用纯化水
- 反渗透纯水机安装图