PEM电解水制氢系统全解析
PEM电解水制氢系统全解析
在“双碳”目标驱动下,绿氢作为零碳能源的核心载体,正迎来规模化发展的黄金期。质子交换膜(PEM)电解水制氢技术凭借与风电、光伏等可再生能源的高度适配性,成为绿氢生产的主流技术路径之一。本文将从技术原理、核心部件、核心优势、现存局限及完整系统构成等维度,全面拆解这一先进制氢技术,为行业认知与应用提供参考。
一、技术核心:PEM电解水的工作原理
PEM电解水制氢的核心是通过电化学作用,在质子交换膜的介导下实现水的高效分解,全程无液体电解质参与,仅需高纯度去离子水作为原料,系统结构紧凑且反应效率突出。
其核心反应机制如下:
- 阳极反应:2H₂O→O₂+4H⁺+4e⁻(水在阳极催化剂作用下分解,产生氧气、质子和电子)
- 阴极反应:4H⁺+4e⁻→2H₂(质子通过交换膜迁移至阴极,与电子结合生成氢气)
- 总反应:2H₂O→2H₂+O₂(在直流电驱动下,水持续分解为氢气和氧气,产物互不混合)
关键介质为质子交换膜(厚度约0.2mm),其兼具双重功能:一方面作为质子传导通道,实现H⁺的定向迁移;另一方面作为气隔屏障,严格分隔氢气与氧气,避免自发复合引发安全隐患。膜两侧的多孔催化层与外部直流电源相连,为电化学反应提供必要的能量输入。
二、核心部件:决定系统性能的关键单元
PEM电解槽是制氢系统的核心,单个电解槽由多个电解池串联/并联组成,其性能依赖五大核心部件的精准匹配:
1.质子交换膜
- 主流材料为全氟磺酸膜,需具备高质子传导率、优异的气密性和强化学稳定性(耐受电解过程中的强酸性环境)。
- 工业级膜厚度通常为150-200微米,加工精度要求极高,其性能直接影响电解效率与系统寿命。
2.催化剂
- 阳极催化剂:以氧化铱(IrO₂)为主,需耐受强氧化环境,高效催化析氧反应(OER)。
- 阴极催化剂:以铂(Pt)基材料为主,加速析氢反应(HER)的进行。
- 贵金属催化剂的高成本与资源稀缺性,是当前制约技术大规模普及的核心瓶颈。
3.气体扩散层(GDL)
- 又称集流器,夹在双极板与催化剂层之间,材质为多孔碳纸(阴极)或钛材料(阳极)。
- 核心功能:实现电子的高效传导、水与气体的定向传输,需同时满足高孔隙率(保障物质传输)与高导电性(降低能量损耗)的要求。
4.双极板
- 采用钛等耐腐蚀金属材料制成,具备高机械强度与化学稳定性。
- 主要作用:支撑膜电极组件、传导电子、收集并导出产物气体(氢气/氧气),是电解槽结构完整性的关键保障。
5.膜电极组件(MEA)
- 由质子交换膜、两侧催化层及气体扩散层复合而成,是电化学反应的核心区域。
- 各层之间的界面结合强度、尺寸精度直接影响电荷传输效率与系统耐久性。
三、技术优势:赋能绿氢产业的核心竞争力
相较于传统碱性电解水技术,PEM电解水制氢系统具有四大显著优势:
1.氢气纯度极高
得益于质子交换膜的高效气体阻隔性与纯水原料的使用(无碱液污染),产物氢气纯度可达99.99%以上,无需复杂的后续纯化工艺,即可直接满足燃料电池、高端化工等场景的严苛需求。
2.响应速度快捷
可实现毫秒级启停与宽范围功率调节(通常为10%-100%额定功率),能精准匹配风电、光伏等可再生能源的出力波动性,有效解决“绿电”就地消纳难题。
3.能量效率优异
电流密度通常超过10000A/m²,远高于碱性电解系统(1000-3000A/m²),能量转化效率更高,且系统结构紧凑,占地面积更小,适合分布式制氢场景。
4.运行稳定性强
无液体电解质泄漏风险,操作环境更安全,且在高压工况下(阴极侧可承受数十兆帕压力)仍能稳定运行,便于氢气的直接压缩与储存。
四、现存局限:规模化发展的待解难题
尽管优势突出,当前工业级PEM电解水系统仍面临三大核心挑战:
1.成本居高不下
核心材料(质子交换膜、铱/铂催化剂)依赖进口且价格昂贵,导致单槽设备成本远高于碱性电解槽;国内单槽最大制氢规模约200Nm³/h,而国外已达500Nm³/h,规模化生产能力仍需突破。
2.水质要求严苛
电解过程对原料水纯度要求极高,需配套精密去离子水系统,去除金属离子、有机物等杂质(杂质会毒化催化剂、降解膜性能),增加了系统的初始投资与运营成本。
3.耐久性有待提升
在长期高温、高压、强氧化/强酸性环境下,催化剂易团聚失活、膜材料易老化降解,导致系统寿命受限,目前行业目标是将使用寿命提升至80000小时以上。
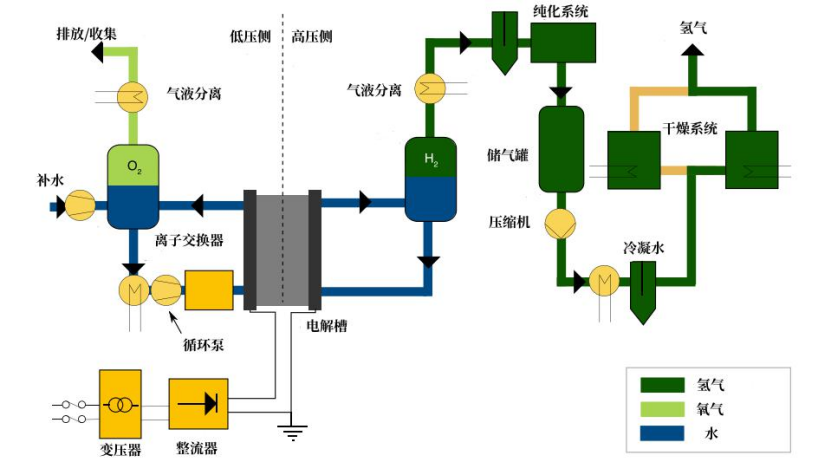
五、系统构成:工业级制氢的完整架构
工业PEM电解水制氢系统由核心电解槽与辅助系统(BOP)组成,各部分协同工作实现连续稳定制氢:
1.核心电解槽
由数十至数百个电解池按一定方式串联/并联而成,是水分解反应的发生场所,其数量与结构设计决定了系统的产氢规模与运行压力。
2.辅助系统(BOP)
|
系统名称 |
核心设备 |
主要作用 |
|
电源供应系统 |
变压器、整流器、电流传感器 |
将工业交流电转化为稳定的直流电,为电解反应提供能量 |
|
去离子水系统 |
离子交换器、循环泵、氧气分离器 |
生产并供应高纯度去离子水,保障电解槽稳定运行 |
|
冷却系统 |
换热器、冷却泵、冷凝器 |
控制电解槽运行温度,避免高温导致材料性能衰减 |
|
氢气处理系统 |
气液分离器、干燥器、纯化设备 |
去除氢气中的水分与微量杂质,提升氢气纯度 |
|
气体收集系统 |
储气罐、压缩机、阀门仪表 |
收集、压缩并储存产物氢气,满足后续使用需求 |
PEM电解水制氢技术已步入商业化早期阶段,凭借高纯度、快响应、适配性强等优势,在可再生能源储能、燃料电池汽车供氢、高端化工原料替代等领域具有广阔应用前景。未来,随着非贵金属催化剂、低成本质子交换膜等关键材料的技术突破,以及规模化生产带来的成本下降,PEM电解水制氢将成为绿氢产业的核心支撑技术,为全球“双碳”目标的实现提供坚实保障。
同类文章排行
- GB/T6682-2008 《分析实验室用
- 2023年最新工业锅炉水质标
- 纯化水系统中硝酸盐经常
- 实验室常用去离子水、蒸
- 中国药典2020纯化水电导率
- 超纯水机压力水箱氮封原
- 蒸馏水制取超纯水方法
- 医疗系统消毒供应室纯水
- 临床实验室试剂用纯化水
- 反渗透纯水机安装图